Contact 
 Call us 412-793-3511
Call us 412-793-3511
Call us 412-793-3511Call us 412-793-3511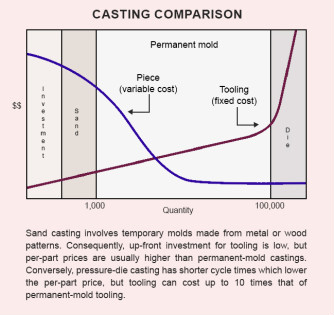
Although characteristics such as complexity and size enter the picture, activity (or annual usage) basically defines the niche of each of the predominant casting processes. In other words, different processes are economically suitable for different applications when the trade-off between fixed cost (tooling) and variable cost (piece) is examined.
Sand casting involves the use of temporary sand molds that are derived from metal or wood patterns. Therefore, although initial investment is relatively low, unit costs can be considerably higher than Permold. The same can be said of investment casting (lost wax), which is only economical in very low quantity, prototype-natured work.
In pressure die-casting, the metal is "sprayed" into the mold under extremely high pressures. This leads to a lower cycle time and piece price, but oftentimes the initial investment ranges from 5 to 10 times the cost of Permold.
Thus, Permold's niche is generally understood to be a "middle-of-the-road" in terms of tooling and unit cost. This range lends itself to most product life cycles as it allows for flexible quantities and the ability to ramp-up production without overwhelming fixed investment.
Our Permold process is similar to pressure-die casting with the exception that our metal is gravity poured into the mold as opposed to pressure injected. This fundamental difference is why our castings are superior in so many different ways.
Our unique GraviPour System reduces metal turbulence dramatically and therefore virtually eliminates pin-hole porosity commonly found in pressure-die casting. Moreover, even machined surfaces are pressure tight below the "skin."
Our tooling is much easier and more inexpensive to change down the road when compared to pressure-die casting. In fact, design changes to high-production dies can often cost as much a brand new permanent mold.
Permold castings possess consistent mechanical and physical properties throughout the cross-section. Large bulky castings are actually our cup of tea. Variation of wall thicknesses, albeit challenging, are also much more achievable in our process
Need a tight dimension that just can't be cast? No problem. Our castings are fully machinable and don't have the characteristic micro-porosity found in some die-castings. Also, surfaces can be machined to even mirror finishes. Try our full-scale, in-house CNC Machining Division for all of your machining needs.
Our castings are easily welded into assembly with excellent mechanical properties. Our castings are commonly welded with extruded aluminum tubing to make high-strength structural units. Most notably, our castings have been welded into high-performance aluminum mountain-bike frames.
Shorter tooling lead-times get your product to market faster. Efficient repeat production lead-times reduce the need to hold excess inventory.
Stop paying set-up charges and short-run fees. Get lot sizes as low as 250 pcs without setup costs.
Our Permold castings have better impact resistance and won't shatter. This is also known as "Louisville Slugger" resistant.
Absolutely no casting blistering or distortion, even at near melting temperatures.
All of our castings are hand-trimmed; NEVER by trim press, which inevitably leaves burrs and flash as it wears. Thus, our process is perfect for handles or other applications where hands-on contact requires safety.
Any metallic or ceramic piece can be cast-in. Save cost over pressing inserts. Get stronger threads by casting threaded steel, brass, or stainless steel bushings and eliminate drilling and tapping. Reduce weight by casting a steel insert in high-stress areas while keeping the bulk of material in lightweight aluminum. Please consult Gupta engineering for more information on molded inserts.
Our castings easily take powder-coating for a beautiful finish. Pressure-die casting often causes blistering of the powder coat during the heating cycle due to trapped gas. This does not occur in our castings.
Our Permold process uses a mold made out of iron or steel for ultimate durability, precision, and performance. Our castings will never have crumbled sand or other defects commonly found in sand casting process. This fundamental difference is why our castings are the superior option.
Permold boasts closer casting tolerances on several design fronts. Refer to our Quick Design Guide for details.
Machining is costly, and more often than not, sand castings will require additional secondary machining to achieve final net shape. However, through our process's tighter dimensional control, costly operations like facing, milling, and lathe-work can often be eliminated. Try our molded inserts to say goodbye to the headaches of drilling and tapping holes. However, sometimes machining can't be escaped, so why not have it performed at our Machining Division?
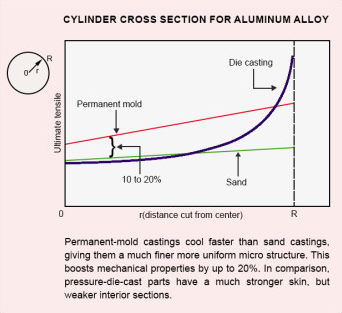
Aluminum chills much faster when it comes in contact with iron or steel than with sand. Therefore, Permold leads to a casting with a much finer grain structure which directly translates into higher strength. In fact, comparing alloy to alloy, Permold castings will be approximately 10% stronger than their sand counterparts.
Besides the obvious problem of sand crumbling, hardened sand has a much coarser texture than that of smooth CNC machined steel. This fact, accompanied by Gupta Permold's advanced coating technology, leads to a casting with a much finer surface finish. In fact, our customers often use our as-cast surface for O-ring grooves. In any case, if our fantastic surface finish still doesn't meet your requirements, there's always our Finishing Center.
Since our process uses a non-destructible mold, all castings are, by nature, consistent with each other. Therefore, dimensional variance during production runs is never an issue.
Any metallic or ceramic piece can be cast-in. Save cost over pressing inserts. Get stronger threads by casting threaded steel, brass, or stainless steel bushings and eliminate drilling and tapping. Reduce weight by casting a steel insert in high-stress areas while keeping the bulk of material in lightweight aluminum. Please consult Gupta engineering for more information on molded inserts.
Our castings easily take the powder coating process for a beautiful finish. Sand casting often causes blistering of the powder coat during the heating cycle due to trapped gas.