Similar to the plastic injection industry, we are able to cast inserts of all shapes, sizes, and materials into our permanent mold aluminum castings. This technology is used as a design solution to many challenges the mechanical designer faces.
One common situation is providing brass threads instead of aluminum for added strength and durability. Furthermore, if your tapped holes are currently having heli-coils inserted, then additional savings can be realized by using steel or stainless steel inserts, thereby eliminating the need to heli-coil.
Another is benefiting from the weight savings of aluminum without compromising strength where you need it. Perhaps use slow-machining steel only where you need the strength, and have the rest of your casting be lightweight, fast-machining aluminum.
Even cooling tubes and heating elements cast great in our process.

Any material whose melting temperature is higher than 1100 degrees F can be integrally cast into the casting with relative ease. In the photo to the right, a stainless steel stamping is integrally cast into the "Speed Sensor Bearing" Cap casting (shown above the golf ball). The advantage is an extra-hard steel surface where needed, but lightweight aluminum everywhere else.
The "Front End Cap" casting (shown to the left of the golf ball) is cast with four threaded brass bushings in place eliminating the need to drill & tap. The advantage in this case is no machining coupled with the fact that brass threads are more durable than aluminum threads. In high volume situations, molded threaded inserts can actually be more economical than even CNC drilling/tapping.
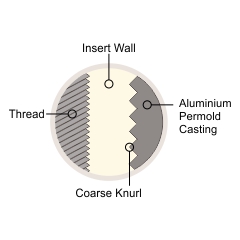
The critical feature of a threaded insert design is a coarse knurl around the OD (Fig. 1). This coarse knurl is what enables the insert to lock into place. In essence, the molten aluminum flows into every nook and cranny around the insert and then freezes, thereby permanently locking the insert into position (Fig. 2). To "jack" the insert out of the casting would require no less than shearing the aluminum all around the insert. In other words, the casting would literally have to break for the insert to fall out!
In addition to threaded inserts, we are capable of casting inserts of just about any size, shape, or complexity. For example, a high stress area can be reinforced with a steel insert while the rest of the part remains lightweight aluminum. This technique minimizes the overall weight of the product while maximizing strength and/or impact resistance where needed most.
The application of molded inserts in aluminum castings is virtually endless and is limited only by the design engineer's imagination. In summary, molded inserts can be both a powerful engineering advantage as well as a powerful cost benefit. We invite you to challenge us with your ideas.
Have a project in mind? Send us your requirements and we'll get back to you.