Contact 
 Call us 412-793-3511
Call us 412-793-3511
Call us 412-793-3511Call us 412-793-3511Pressure-tightness, or leak tightness, is likely the most misunderstood, and yet one one of the most important quality attributes in casting manufacturing today.
While from a broad perspective this can be true, it is quite often not the whole story. Depending upon the application, porosity not even visible to the naked eye (ie molecular dendritic arm spacing) can cause leaking if the application is stringent enough, such as in the case of low atomic weight gases at very high pressures. Furthermore, large porosity, if it is isolated, can promote very sound surrounding metal which is actually more pressure-tight, such as in the case of hypo-eutectic alloys. Bottom line is the correlation between porosity and the leak-paths in your specific application can only be analyzed on a case-by- case basis, where every application should be viewed independently.
Nothing could be further from the truth! How stringent your application is depends upon many factors, such as:
Pressure
Media
Time Duration of Test
Thickness
Detection Method
Allowable Leak rate
Salvage Method
All the above factors need to be considered when judging the difficulty of a particular application. Casting an 1/8" wall pressure tight to a decay rate with SF6 gas is harder than casting a 1/4" wall that needs to be tight to 5 psi water.
Consider our calculator to get a feel for how demanding your application may or may not be.
Again, this is a severe oversimplification of what pressure-tightness really is, and why it occurs. For very stringent applications, failure rates of as high as 5-10% can be perfectly acceptable, while for other situations a zero tolerance is perfectly achievable.
What also needs to be considered here is the foundry's ability to detect leaks. Detection becomes much easier when the foundry can also machine and pressure-test the component under one roof, thereby continually managing and improving the process.
Engineered Cover for High Voltage Circuit Breakers
Pressure tight to SF6 gas at 100 psi+
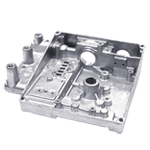
Engineered Flow Control Enclosure used in Energy Sector
Various chambers pressure tight to 80 psi air without cross talk and low permissible decay

Valve for Liquid Fuel Transport Application
Various chambers pressure tight to 80 psi air without cross talk and low permissible decay
Battery Cover for Earth Moving Equipment
Entire internal chamber weather tight to ambient moisture and air

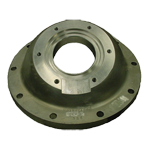
Radiator Tank for Automotive Application
Leak-tight with pressurized anti-freeze

Heavy Equipment Air Supply Filtration
All internal passages 100% tested to 80 psi air with bubble test

Valve for Liquid Fuel Transport Application
Leak-tight to 150 psi Air with regulated decay

NEMA Rated Enclosure for Oil & Gas Chromatograph
Explosion proof casting per NEMA

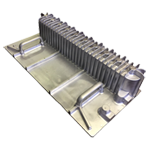
High Level Hydraulics
Extended length sealing pressure chamber tight to 6000 psi oil burst

Large Filter for Mining Industry
O-ring groove pressure tight to 600 psi burst

Precision Handheld Health Device
Leak-tight with oil in internally cast hollow

Transmission Outlet Cover for Recreational Motorsport Market
Leak-tight with Hydraulic Oil to 5000 psi burst with Welded Seams
Select your specifications below to view Degree of Difficulty
100°
Very Stingent
5 PSI
30 PSI
80 PSI (STD LINE)
150 PSI
1000 PSI
3000 PSI
10-5 Torr (Vacuum)
Oil
Water
Air
SF6 Gas
Helium
Hydrogen
10 Secs
30 Secs
60 Secs
2 Mins
2 Mins +
< 1/8"
1/8"
1/4"
3/8"
1/2"
1/2" +
Soapy Water
Underwater Bubble
Molar Decay Meter
Visible Oil Leak
None
Slight Molar Decay
Intermittent Bubbles
None
Impregnation
Weld Repair
100°
Very Stingent
Moderate: Score of < 29
Challenging: Score of 30-49
Demanding:Score of 50-79
Very Stringent: Score of 80-100